English
English Hindi
Hindi
आटोक्लेव मोल्डिंग (प्रेशर वेसल मोल्डिंग)
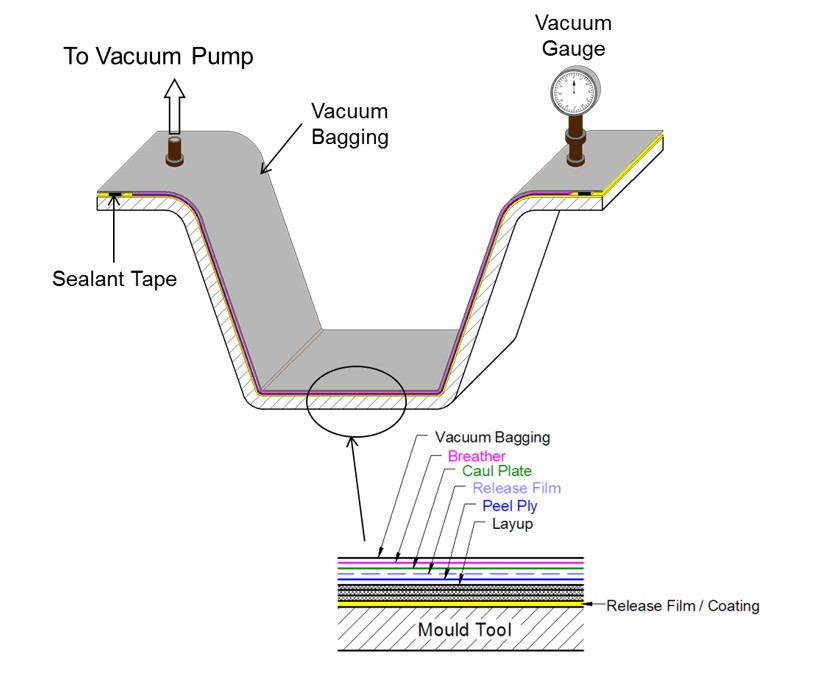
थर्मोसेट मिश्रित पदार्थों का अधिकतम निष्पादन हेतु फाइबर में रेसिन अनुपात में वृद्धि और वायु को हटाने की आवश्यकता है। इसको पदार्थ के दाब और तापमान को बढाकर हासिल किया जा सकता है। वैक्यूम बैगिंग खंड में बताए गए अनुसार, दाब को उपकरण पर रेसिन/फाइबर ले-अप के एक सीलबंद बैग में वैक्यूम देकर निकाला जा सकता है। विभिन्न आकारों की अनंत किस्मों के लिए इसे हासिल करने की सबसे अच्छी विधि, संसाधित किए गए गैस को एक दाब पोत में लगाने से होता है जिसमें उपकरण पर सम्मिश्र ले-अप होता है। प्रायोगिक रूप से यह एक आटोक्लेव द्वारा हासिल किया जाता है।
आटोक्लेव मोल्डिंग वैक्यूम बैग प्रक्रिया के समान है, सिवाय इसके कि ले-अप को उच्च दाब (7 से 9 बार) और उच्च तापमान (125 डिग्री से 175 डिग्री सेल्सियस) पर बनाए रखने वाले एक आटोक्लेव दाब वेसेल में वैक्यूम बैग्ड वेट ले-अप के साथ मोल्ड करने से अधिक दाब होता है। उच्च दाब के प्रयोग से परतों के उच्च एकत्रीकरण और क्यूर कांपोसिट उत्पाद की सुविधा होती है। सबसे ज़्यादा, आटोक्लेव मोल्डिंग में पूर्व-धारित और आंशिक रूप से क्यूरड सुदृढीकरण फैब्रिक (बी-स्टेज प्रीग्रैग को एक गहरी फ्रीजर में संग्रहीत किया जाता है) मिश्रित प्रिकर्सर पदार्थ के रूप में शामिल है। आटोक्लेव मोल्डेड उत्पाद संरचनात्मक दक्षता का सबसे अच्छा उदाहरण हैं, तथापि, एक अधिमूल्य लागत पर और अत्यधिक परिष्कृत और महंगी विनिर्माण द्वारा प्राप्त किया जा सकता है। आटोक्लेव प्रक्रिया का एक आरेखन नीचे प्रस्तुत किया गया है (चित्र 5)।
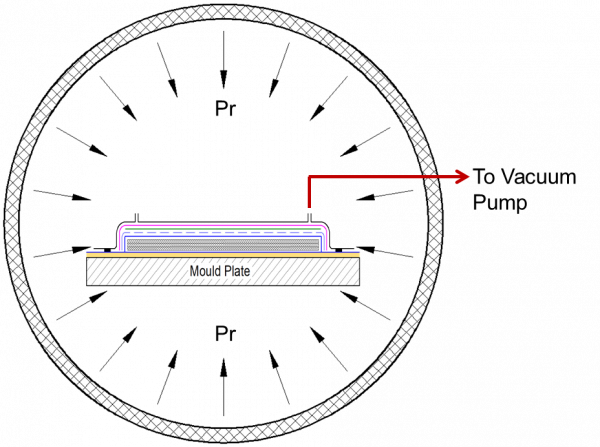
चित्र 5: आटोक्लेव मोल्डिंग प्रक्रिया