English
English हिन्दी
हिन्दीResin Transfer Moulding Processes
Resin transfer moulding processes are a family of processes wherein, the fabric reinforcements are laid up into the mould as a dry stack of materials, pre-compacted to the mould contour in some cases, and held together by a binder. Then, these ‘preforms’ are more easily laid into the mould tool. A second mould tool is then clamped over the first, and resin is drawn into the cavity. Vacuum or pressure can be applied to the mould cavity to assist resin, in being drawn into the fabric reinforcement. Once the fabric is impregnated, the resin inlets are closed, and the laminate is allowed to cure. Following sections describe the variants of the RTM family.
4.1 Pressure Assisted Resin Injection Technique (PARIT)
The fabric reinforcements are laid up as dry stack of materials in a closed mould cavity, formed by clamping of two rigid mould surfaces (the male and the female) together (Fig. 6). The resin is injected into the fabric reinforcement held in the mould cavity under pressure. Once the fabric is impregnated, the resin is sighted at the outlet, the inlets are closed and the laminate is allowed to cure. Both injection and cure can take place at either ambient or elevated temperature. Use of temperature depends on the matrix system used, to control its flow characteristics against the resistance offered by the fibre stack.
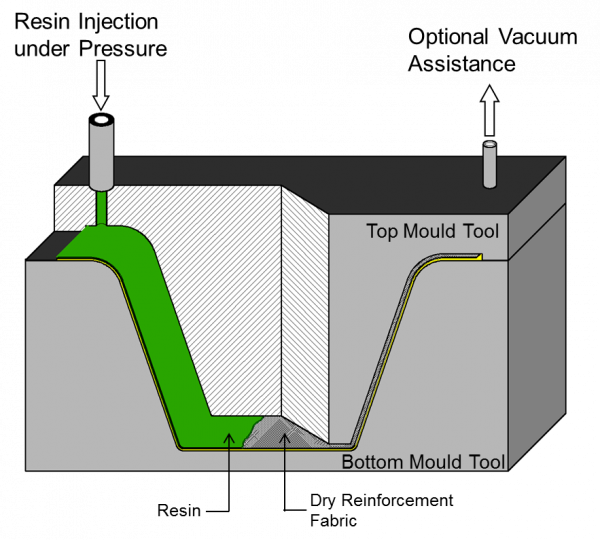
Fig. 6: Pressure Assisted Resin Injection Moulding Process
4.2 Vacuum assisted RTM (VARTM)
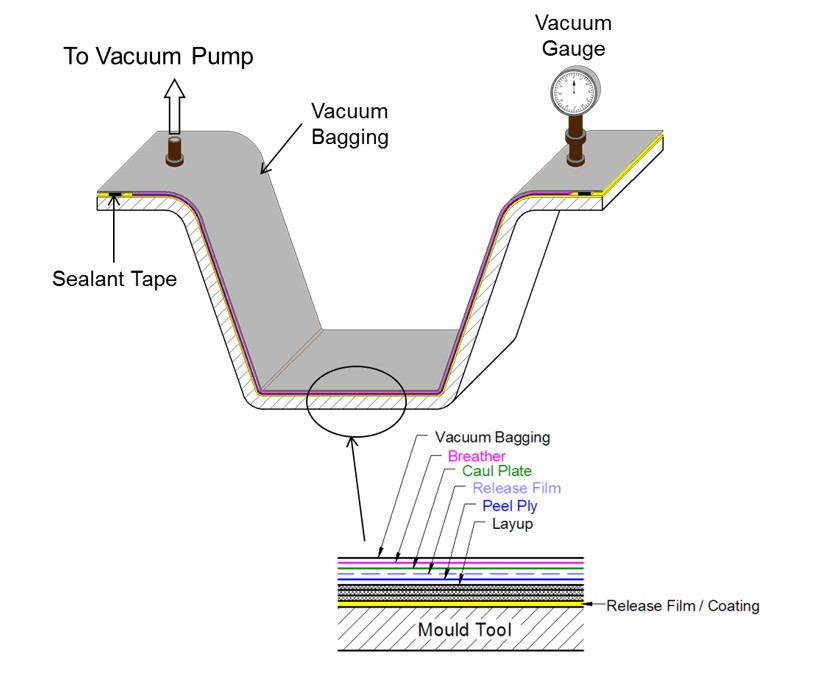
Fabrics are laid up as a dry stack of materials as in RTM. The fiber stack is then covered with peel ply and a knitted type of non-structural fabric. The whole dry stack is then vacuum bagged, and once the bag leaks are checked and plugged, resin is allowed to flow into the dry laminate. The resin distribution over the whole laminate is aided by resin flowing easily through the non-structural fabric, and wetting the fabric out from above in figure 7.
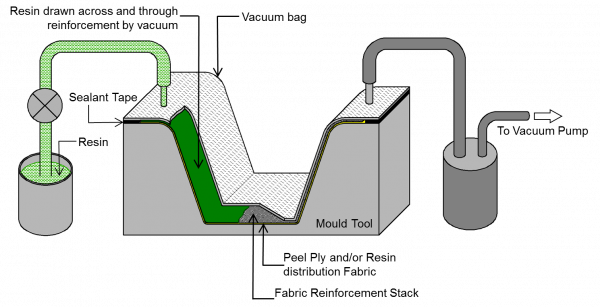
Fig. 7: VARTM Process
4.3 Resin Film Infusion (RFI)
In this process (Fig. 8), dry fabrics are laid up interleaved with layers of semi-solid resin film supplied on a release paper. The lay-up is vacuum bagged to remove air through the dry fabrics, and then heated to allow the resin to first melt and then flow into the void-free fabrics, and then after a certain time to cure
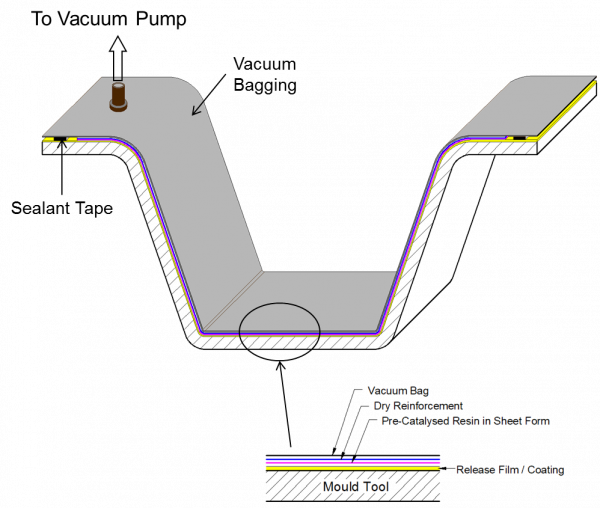
Fig..8: Resin Film Infusion Process
4.4 Just-In time-Prepreg:
An advanced variant of the mechanized resin flow infusion technique, wherein a thin resin film carried on a moving carrier/release film is transferred to a dry fabric moving in parallel through calendaring roll system without weave distortion. The wet layup so obtained is then rolled up and cold stored. The pre-impregnated fabric could be unrolled directly onto the tool and then vacuum bagged before curing. This technology has been termed as Just-In time-Prepreg (JIPREG) technique and is extensively used for making composite products of large surface area.